简体中文
简体中文
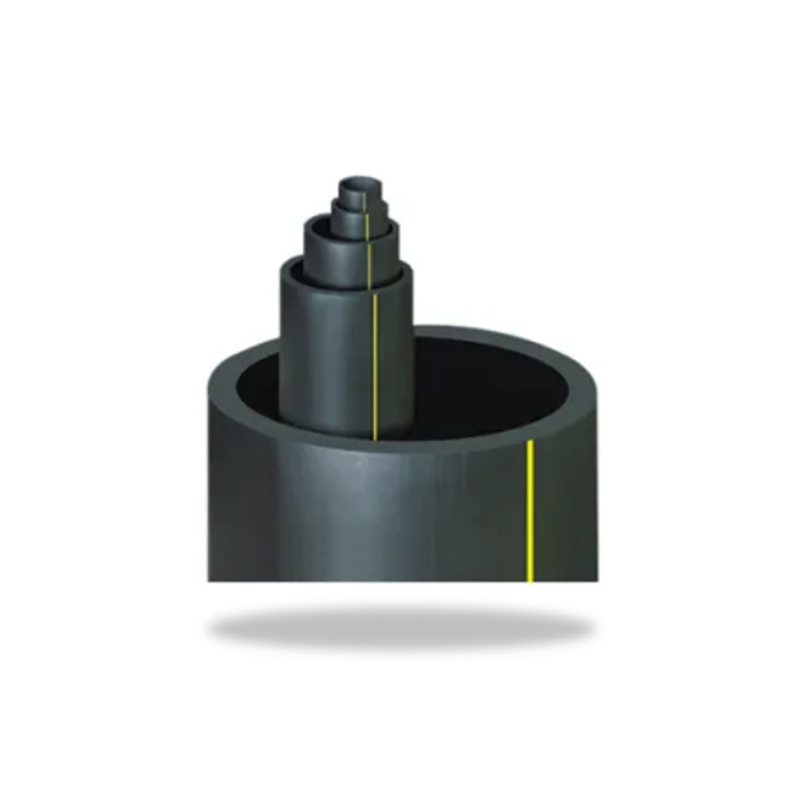
ক পিপিআর কাপলিং পলিপ্রোপিলিন র্যান্ডম কপোলিমার (পিপিআর) থেকে তৈরি একটি পাইপ ফিটিং যা দুটি পিপিআর পাইপকে একটি সরল রেখায় যুক্ত করতে ব্যবহৃত হয়। এটি তাপ ফিউশনের মাধ্যমে একটি লিক-প্রুফ, স্থায়ী সংযোগ তৈরি করে — কোন আঠা, কোন থ্রেড, কোন ক্ল্যাম্প নেই। পিপিআর কাপলিংগুলি আবাসিক এবং বাণিজ্যিক ভবনগুলিতে গরম এবং ঠান্ডা জল সরবরাহ ব্যবস্থার জন্য আদর্শ পছন্দ কারণ তাদের স্থায়িত্ব, ক্ষয় প্রতিরোধ ক্ষমতা এবং চাপ সামলানোর ক্ষমতা 25 বার ঘরের তাপমাত্রায়।
আপনি যদি প্লাম্বিং ইন্সটলেশন বা মেরামতের পরিকল্পনা করছেন, তাহলে পিপিআর কাপলিং-এর ধরন, তাদের স্পেসিফিকেশন এবং কীভাবে সেগুলি সঠিকভাবে ইনস্টল করা যায় তা বোঝা আপনার সময়, অর্থ এবং ভবিষ্যতের ফাঁস সাশ্রয় করবে।
পিপিআর কাপলিং আসলে কী করে
পিপিআর কাপলিং দুটি পাইপ সেগমেন্ট এন্ড-টু-এন্ড সংযোগ করে, সাধারণত যখন একটি পাইপ রান একটি একক অংশের জন্য খুব দীর্ঘ হয় বা একটি ক্ষতিগ্রস্ত অংশ প্রতিস্থাপন করার সময়। ধাতব জিনিসপত্রের বিপরীতে, পিপিআর কাপলিংগুলি a ব্যবহার করে সরাসরি পাইপের সাথে সংযুক্ত করা হয় পলিফিউশন ঢালাই টুল যা পাইপের প্রান্ত এবং ফিটিং সকেট উভয়কে একই সাথে চারপাশে গরম করে 260°C (500°F) . যোগ করা এবং ঠান্ডা হলে, দুটি টুকরো একটি একক, একশিলা কাঠামোতে পরিণত হয় যার কোন দুর্বল জয়েন্ট ইন্টারফেস থাকে না।
এই ফিউশন পদ্ধতিটি পিপিআর কাপলিংকে একটি উল্লেখযোগ্য সুবিধা দেয়: জয়েন্ট প্রায়শই পাইপের চেয়েও শক্তিশালী , মানে ব্যর্থতা প্রায় সবসময় ফিটিং এর পরিবর্তে পাইপ প্রাচীর ঘটবে. এই কারণেই পিপিআর সিস্টেমগুলির একটি প্রত্যাশিত পরিষেবা জীবন থাকে 50 বছর স্বাভাবিক অপারেটিং অবস্থার অধীনে।
PPR কাপলিং এর প্রকারভেদ
সব পিপিআর কাপলিং একই নয়। প্রতিটি টাইপ একটি নির্দিষ্ট ইনস্টলেশন পরিস্থিতি পরিবেশন করে। ভুল টাইপ নির্বাচন করা একটি সাধারণ ভুল যা নষ্ট ফিটিং বা অনুপযুক্ত সংযোগের দিকে পরিচালিত করে।
সমান (সমতল) কাপলিং
এর দুটি পাইপ যোগ করে একই ব্যাস . স্ট্যান্ডার্ড প্লাম্বিং রানে এটি সবচেয়ে বেশি ব্যবহৃত পিপিআর কাপলিং। উভয় প্রান্ত সকেট-টাইপ এবং একই পাইপ আকার গ্রহণ করে।
কাপলিং হ্রাস করা
এর দুটি পাইপ সংযোগ করতে ব্যবহৃত হয় বিভিন্ন ব্যাস সোজা দৌড়ে — উদাহরণস্বরূপ, একটি 32 মিমি প্রধান লাইন থেকে একটি 20 মিমি শাখা ফিডে রূপান্তর। অতিরিক্ত অ্যাডাপ্টারের প্রয়োজন হ্রাস করে।
ইউনিয়ন কাপলিং (ডিসমেন্টেবল)
একটি যান্ত্রিক ইউনিয়ন বাদাম বৈশিষ্ট্য যা জয়েন্ট হতে অনুমতি দেয় সংযোগ বিচ্ছিন্ন এবং পুনরায় সংযোগ পাইপ কাটা ছাড়া। ভবিষ্যতে পরিষেবার প্রয়োজন হতে পারে এমন যন্ত্রপাতি, মিটার বা ভালভের কাছাকাছি ব্যবহারের জন্য আদর্শ। এটিই একমাত্র পিপিআর কাপলিং যা স্থায়ী নয়।
পুরুষ/মহিলা থ্রেডেড কাপলিং
এক প্রান্ত একটি পিপিআর ফিউশন সকেট; অন্য প্রান্তে একটি ধাতু (সাধারণত পিতলের) থ্রেডযুক্ত সংযোগ রয়েছে — হয় পুরুষ (বাহ্যিক থ্রেড) বা মহিলা (অভ্যন্তরীণ থ্রেড)। একটি PPR সিস্টেম থেকে একটি ধাতব থ্রেডেড ফিটিং, ভালভ বা যন্ত্রে রূপান্তর করতে ব্যবহৃত হয়।
| কাপলিং টাইপ | সংযোগ শৈলী | অপসারণযোগ্য? | সেরা ব্যবহারের ক্ষেত্রে |
|---|---|---|---|
| সমান কাপলিং | সকেট × সকেট (একই আকার) | না | একটি পাইপ রান প্রসারিত |
| কাপলিং হ্রাস করা | সকেট × সকেট (বিভিন্ন আকার) | না | ব্যাস রূপান্তর |
| ইউনিয়ন কাপলিং | ফিউশন যান্ত্রিক বাদাম | হ্যাঁ | সেবাযোগ্য অবস্থান |
| থ্রেডেড কাপলিং | সকেট × BSP/NPT থ্রেড | থ্রেড পাশ শুধুমাত্র | PPR-থেকে-ধাতু পরিবর্তন |
পিপিআর কাপলিং সাইজ চার্ট এবং প্রেসার রেটিং
PPR পাইপ এবং জিনিসপত্র তাদের দ্বারা শ্রেণীবদ্ধ করা হয় SDR (স্ট্যান্ডার্ড ডাইমেনশন রেশিও) , যা প্রাচীর বেধ এবং চাপ শ্রেণী নির্ধারণ করে। বিল্ডিং প্লাম্বিং ব্যবহৃত সবচেয়ে সাধারণ ক্লাস হয় PN16 এবং PN20 (PN = চাপ নামমাত্র, বারে 20°C)।
| বাইরের ব্যাস (মিমি) | পিএন রেটিং | সর্বোচ্চ চাপ (বার) | সাধারণ ব্যবহার |
|---|---|---|---|
| 20 মিমি | PN20 | 20 | আবাসিক গরম/ঠান্ডা সরবরাহ |
| 25 মিমি | PN20 | 20 | আবাসিক প্রধান লাইন |
| 32 মিমি | PN16 | 16 | বাণিজ্যিক risers, মেঝে |
| 40 মিমি | PN16 | 16 | বাণিজ্যিক বিতরণ |
| 63 মিমি | PN16 | 16 | শিল্প/বিল্ডিং মেইন |
দ্রষ্টব্য: উচ্চ তাপমাত্রায় চাপের রেটিং উল্লেখযোগ্যভাবে হ্রাস পায়। এ 70°সে , একটি PN20 ফিটিং মোটামুটি জন্য রেট করা হয় 8 বার ; এ 95°C , এটা চারপাশে ড্রপ 3.2 বার . সর্বদা গরম জল সিস্টেমের জন্য প্রস্তুতকারকের ডিরেটিং কার্ভগুলি পরীক্ষা করুন৷

কিভাবে ধাপে ধাপে একটি পিপিআর কাপলিং ইনস্টল করবেন
পলিফিউশন ঢালাই সহজবোধ্য, কিন্তু সময় বা তাপমাত্রার ত্রুটির কারণে জয়েন্টগুলি দুর্বল হয়। একটি নির্ভরযোগ্য ফলাফলের জন্য এই পদক্ষেপগুলি অবিকল অনুসরণ করুন।
আপনার প্রয়োজন সরঞ্জাম
- পিপিআর পাইপ কাটার বা সূক্ষ্ম দাঁতযুক্ত করাত
- সঠিক ডাই মাপ সহ পলিফিউশন ওয়েল্ডিং মেশিন
- ডিবারিং টুল বা সূক্ষ্ম স্যান্ডপেপার
- পরিষ্কার কাপড় এবং আইসোপ্রোপাইল অ্যালকোহল
- গভীরতা চিহ্নিতকারী বা পেন্সিল
ইনস্টলেশন পদক্ষেপ
- পাইপ বর্গক্ষেত্র কাটা। কn angled cut creates an uneven melt and a weak joint. Use a dedicated pipe cutter for a clean, perpendicular end.
- Deburr এবং পরিষ্কার. পাইপের প্রান্ত থেকে যেকোনো burrs সরান এবং আইসোপ্রোপাইল অ্যালকোহল দিয়ে পাইপের বাহ্যিক অংশ এবং কাপলিং সকেট উভয়ই মুছুন। তেল বা ধুলো থেকে দূষণ সঠিক ফিউশন বাধা দেয়।
- সন্নিবেশ গভীরতা চিহ্নিত করুন। কাপলিং এর সকেট গভীরতা পরিমাপ করুন এবং পাইপের প্রান্তে এই দূরত্বটি চিহ্নিত করুন। এটি ঢালাইয়ের সময় সম্পূর্ণ নিযুক্তি নিশ্চিত করে।
- ওয়েল্ডিং লোহাকে 260 ডিগ্রি সেলসিয়াসে গরম করুন। সূচক আলো সঠিক তাপমাত্রা নিশ্চিত না হওয়া পর্যন্ত অপেক্ষা করুন। খুব ঠান্ডা লোহা ব্যবহার করা জয়েন্ট ব্যর্থতার সবচেয়ে সাধারণ কারণগুলির মধ্যে একটি।
- তাপ পাইপ এবং ফিটিং একই সাথে। পাইপ প্রান্তটিকে স্পিগট ডাইয়ের দিকে ঠেলে দিন এবং সকেটের সাথে কাপলিং সকেটটি একই সময়ে ডাই হয়ে যায়। সঠিক গরম করার সময় ধরে রাখুন (নীচের টেবিল দেখুন)।
- অবিলম্বে যোগদান করুন. লোহা থেকে উভয়ই সরান এবং পাইপটিকে সরাসরি কাপলিংয়ে আপনার গভীরতার চিহ্ন পর্যন্ত ঠেলে দিন — মোচড় না দিয়ে। যে কোন ঘূর্ণন গলিত উপাদান স্মিয়ার এবং জয়েন্ট দুর্বল হবে.
- ঠান্ডা করার সময় স্থির রাখুন। সম্পূর্ণ শীতল সময়ের জন্য দৃঢ় চাপ বজায় রাখুন। এই পর্যায়ে চলাফেরার ফলে শূন্যতা বা মিসলাইনড জয়েন্ট তৈরি হয়।
| পাইপ OD (মিমি) | গরম করার সময় (সেকেন্ড) | যোগদানের সময় (সেকেন্ড) | শীতল করার সময় (সেকেন্ড) |
|---|---|---|---|
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 180 |
| 40 | 12 | 6 | 180 |
| 63 | 24 | 8 | 240 |
সাধারণ পিপিআর কাপলিং ভুল এবং কীভাবে সেগুলি এড়ানো যায়
ক্ষেত্রের বেশিরভাগ PPR কাপলিং ব্যর্থতা হল ইনস্টলেশন ত্রুটি, বস্তুগত ত্রুটি নয়। এই ভুলগুলি প্রায়শই দেখা যায়:
আন্ডার হিটিং জয়েন্ট
যদি লোহা সম্পূর্ণরূপে পৌঁছে না 260°C বা গরম করার সময় খুব কম, পাইপের পৃষ্ঠটি সঠিকভাবে গলে যাবে না। ফলাফলটি একটি ভাল জয়েন্টের মতো দেখায় তবে চাপে ব্যর্থ হবে - প্রায়শই প্রথম চাপ পরীক্ষার মধ্যে। সর্বদা তাপমাত্রা সূচকের জন্য অপেক্ষা করুন, শুধু টাইমার নয়।
সমাবেশের সময় মোচড়
পাইপ ঘোরানো হিসাবে আপনি এটি কাপলিং মধ্যে ধাক্কা একটি রিফ্লেক্স পদক্ষেপ যে স্বাভাবিক মনে হয় কিন্তু জয়েন্ট ধ্বংস করে . গলিত উপাদান দিকনির্দেশকভাবে সারিবদ্ধ; মোচড়ানো সেই প্রান্তিককরণকে ভেঙে দেয়। সোজা ভিতরে ধাক্কা দিন, সোজা ধরে রাখুন এবং ছেড়ে দিন।
অমিল ব্র্যান্ড বা SDR ক্লাস
PPR ব্র্যান্ড জুড়ে প্রাচীর বেধ সহনশীলতা সর্বজনীনভাবে প্রমিত নয়। একটি প্রস্তুতকারকের একটি PN20 পাইপ অন্যটির থেকে একটি PN16 কাপলিং এর সাথে মিশ্রিত করলে ফিউশন জোনে ফাঁক থাকতে পারে। একই প্রস্তুতকারক এবং একই SDR ক্লাস থেকে কাপলিং এবং পাইপ ব্যবহার করুন যেখানে সম্ভব
চাপ পরীক্ষা এড়িয়ে যাওয়া
কll PPR installations should undergo a 1.5 × কাজের চাপে হাইড্রোস্ট্যাটিক চাপ পরীক্ষা দেয়াল বন্ধ করার বা পাইপ পুঁতে দেওয়ার আগে কমপক্ষে 30 মিনিটের জন্য। সিলিং প্লাস্টার করার পরে একটি ফুটো আবিষ্কার করা একটি চাপ পরিমাপের চেয়ে অনেক বেশি খরচ করে।

পিপিআর কাপলিং বনাম অন্যান্য পাইপ কাপলিং প্রকার
জল সরবরাহ পাইপিংয়ের জন্য পিপিআর একমাত্র বিকল্প নয়, তবে এটি বেশিরভাগ ব্যবহারিক মাত্রা জুড়ে অনুকূলভাবে তুলনা করে:
| বৈশিষ্ট্য | PPR | তামা | সিপিভিসি | PEX |
|---|---|---|---|---|
| যৌথ পদ্ধতি | তাপ লয় | সোল্ডার / প্রেস | দ্রাবক সিমেন্ট | Crimp/ক্ল্যাম্প |
| সর্বোচ্চ তাপমাত্রা (একটানা) | 95°C | 110°C | 93°C | 82-95° সে |
| জারা প্রতিরোধের | চমৎকার | পরিমিত | ভাল | চমৎকার |
| উপাদান খরচ | কম | উচ্চ | কম–Medium | কম–Medium |
| বিশেষ সরঞ্জাম প্রয়োজন | হ্যাঁ (fusion iron) | হ্যাঁ (torch/press) | না | হ্যাঁ (crimp tool) |
| সেবা জীবন | 50 বছর | 50 বছর | 25-50 বছর | 25-50 বছর |
তামার উপর PPR এর প্রধান সুবিধা হল খরচ এবং জারা অনাক্রম্যতা ; CPVC এর উপর এর সুবিধা হল তাপ-মিশ্রিত জয়েন্টগুলি রাসায়নিক আঠালোর উপর নির্ভর করে না যা শুকিয়ে যেতে পারে বা ফাটতে পারে। PEX-এর তুলনায়, PPR আরও কঠোর — যা এটিকে উন্মুক্ত বা সমাহিত ইনস্টলেশনের জন্য আরও ভাল করে তোলে তবে আঁটসাঁট রাউটিং পরিস্থিতিতে কম ক্ষমাশীল।
কেনার নির্দেশিকা: পিপিআর কাপলিংয়ে কী সন্ধান করতে হবে
বাজারে বিক্রি হওয়া সমস্ত পিপিআর ফিটিং একই মানের তৈরি করা হয় না। নিম্ন-মানের কাপলিংগুলি পুনর্ব্যবহৃত বা মিশ্রিত পলিপ্রোপিলিন ব্যবহার করে যা নিম্ন তাপমাত্রা বা চাপে ব্যর্থ হতে পারে। কেনার আগে কী পরীক্ষা করতে হবে তা এখানে:
- স্ট্যান্ডার্ড সম্মতি: DIN 8077/8078 (জার্মানি), ISO 15874, বা ASTM F2389 (US) চিহ্নগুলি ফিটিংয়েই দেখুন৷
- উপাদান গ্রেড: ফিটিংটি "পিপিআর" বা "পিপি-আর টাইপ 3" স্ট্যাম্প করা উচিত — শুধু "পিপি" নয় যা সস্তা পলিপ্রোপিলিন হোমোপলিমার গ্রেডগুলিকে নির্দেশ করতে পারে।
- প্রাচীর বেধ সামঞ্জস্যতা: সকেটের গভীরতা পরীক্ষা করুন এবং অভ্যন্তরীণ ব্যাস পাইপ OD এর সাথে শক্তভাবে মেলে। আলগা সকেট দুর্বল উত্পাদন সহনশীলতা নির্দেশ করে।
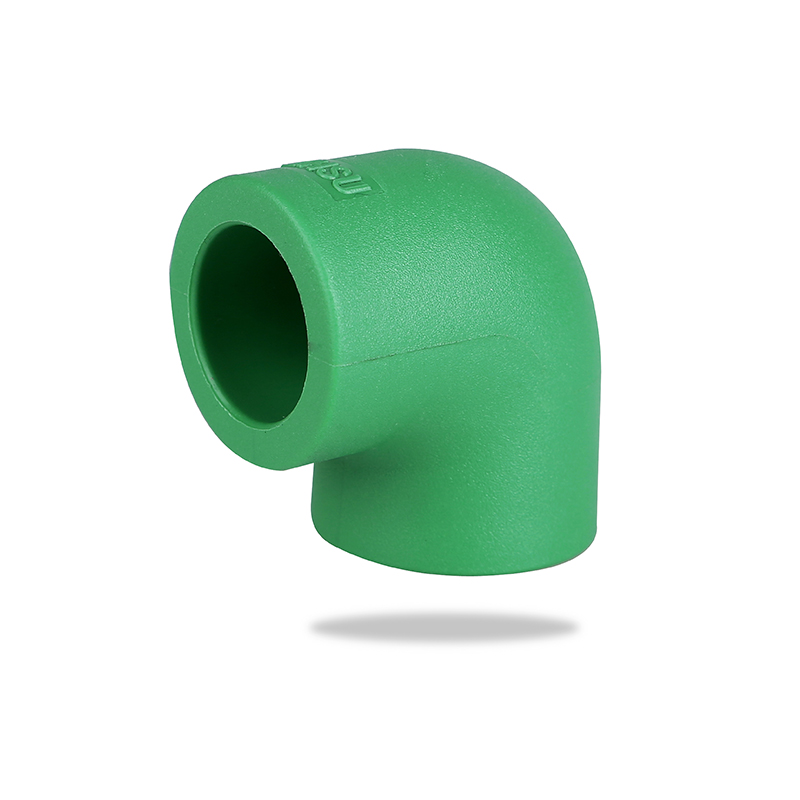
- রঙ: স্ট্যান্ডার্ড পিপিআর ধূসর বা সবুজ। সাদা এবং অন্যান্য রং কিছু বাজারে ব্যবহার করা হয় কিন্তু এখনও একই উপাদান স্পেসিফিকেশন পূরণ করা উচিত. ফিটিংগুলি এড়িয়ে চলুন যেখানে রঙটি অসমান, স্ট্রীকার বা স্বচ্ছ দেখায় — খারাপ রজন মানের লক্ষণ।
- ব্র্যান্ড ট্রেসেবিলিটি: স্বনামধন্য নির্মাতারা ব্র্যান্ড, আকার, পিএন রেটিং এবং উত্পাদন ব্যাচের সাথে ফিটিং স্ট্যাম্প করে। কোন চিহ্ন ছাড়া বেনামী জিনিসপত্র কোন মানের গ্যারান্টি অফার.